
Weryfikator jakości kodów – do czego jest potrzebny?

Czytniki kart magnetycznych i zbliżeniowych – rodzaje i zasada działania

Systemy wizyjne coraz chętniej i częściej wykorzystywane są w różnych gałęziach gospodarki. Przyczyniają się do poprawy skuteczności i podniesienia kontroli jakości szczególnie w branży produkcyjnej oraz logistycznej.
Systemy wizyjne stosowane są od lat do kontroli, identyfikacji czy monitoringu w różnych branżach. Gdy słyszymy pojęcie systemu wizyjnego w pierwszej kolejności nasuwa nam się na myśl przemysłowy monitoring CCTV, ale to nie jedynie wierzchołek góry lodowej. Systemy wizyjne w formie “machine vision” stosowane są coraz częściej na produkcji do sprawdzenia jakości i monitoringu procesu produkcji.
O czym przeczytasz w tym artykule?
Widzenie maszynowe — o co w tym chodzi?
Automated Imaging Association (AIA) definiuje maszynowy system wizyjny jako różnego typu „aplikacje przemysłowe i nieprzemysłowe, w których połączenie sprzętu i oprogramowania zapewnia wytyczne operacyjne dla urządzeń w zakresie wykonywania ich funkcji na podstawie przechwytywania i przetwarzanie obrazów. ”
Prościej ujmuje to Wikipedia, wg której “widzenie maszynowe to automatyczna analiza wizyjna otoczenia na podobieństwo zmysłu wzroku u ludzi.”
Widzenie maszyny stara się zatem naśladować narząd wzroku. Mózg i oczy w systemach wizyjnych zastępowane są przez czujniki kamer, algorytmy sprzętowe i wszelkiego typu oprogramowania.
Co wchodzi w skład systemu wizyjnego?
W zależności od zastosowania i potrzeb systemy wizyjne mogą być zbudowane na kilku różnych schematach. Bez względu na zaawansowanie każdy system wizyjny zazwyczaj posiada cztery elementy:
- źródło światła oświetla obiekt w celu zwiększenia kontrastu interesujących cech;
- obiektyw odpowiedzialny za rejestrację obrazu w postaci światła;
- czujnik obrazu (soft sensor) – przetwarza to światło na obraz cyfrowy i przesyłany do komputera w celu analizy;
- komputer z oprogramowaniem — zajmuje się analizowaniem danych zawartych w obrazie.

Co czego służy “widzenie maszynowe”?
Spektrum zastosowania systemów wizyjnych jest bardzo szerokie. Systemy typu “machine vision” najczęściej wykorzystywane są w przemyśle, halach produkcyjnych i magazynach. Umożliwiają pomiary cech produktów i kontrolę ich jakości na różnych etapach produkcji, a także wspierają operacje i procesy logistyczne.
Systemy wizyjne najczęściej wykorzystywane są w kilku obszarach.
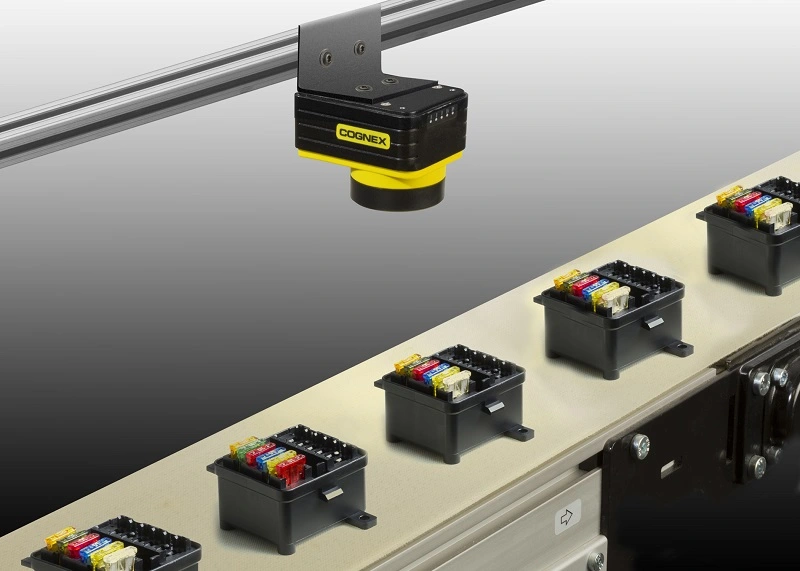
Identyfikacja
Systemy wizyjne wyposażone w technologię odczytu danych (skanery kodów) umożliwiają rozpoznanie określonych towarów i produktów. Pozwalają na odczyt kodów i znaków alfanumerycznych. W ten sposób jesteśmy w stanie sprawdzić, czy dane zawarte na produkcie są zgodne z jego zawartością.
W zależności od potrzeb tego typu systemy mogą odczytywać:
- standardowe kody kreskowe 1D i 2D
- kody kreskowe nanoszone, tłoczone na powierzchniach (DPM – Direct Part Marks)
- wszelkiego typu oznaczenie na drukowane na komponentach, elementach produktów, etykietach i opakowaniach.
Wykorzystanie tej technologii pozwala na skanowanie kodów, które mogłoby być z trudem odczytywane przez inne systemy. Doskonale radzą sobie z odczytem kodów na nietypowych powierzchniach, a także przy różnych perspektywach. Tego typu rozwiązania sprawdzają się również wówczas gdy kody mają słabą jakość, kontrast, zły wydruk, zostały uszkodzone lub są zniekształcone.
Warto dodać, że często technologią współpracującą w tym zakresie z systemami wizyjnymi są systemy RFID.
Inspekcja — kontrola jakości produktu
Zła jakość produktu, wadliwe opakowanie czy krzywo naklejona etykieta mogą negatywnie wpływać na odbiór produktu finalnego u klienta. Wykorzystanie systemów wizyjnych pozwala na uniknięcie tego typu sytuacji. Kamery i czujniki rozmieszczone na poszczególnych etapach produkcji pozwalają na nieustanne monitorowanie i sprawdzanie jakości produktu. Kamery wychwytują wszelkiego rodzaju nieprawidłowości. System w wykrywa zanieczyszczenia, wady funkcjonalne i inne błędy w wytwarzanych produktach np. źle naniesione przez aplikator etykiety lub ich brak, nieszczelność opakowania, puszki butelki, niedokładny wydruk itd. Tego typu system również sprawdza produkty pod względem ich kompletności np. czy są wszystkie elementy w opakowaniu, czy ich liczba się zgadza itd. W przypadku pojawienia się niezgodności możemy szybko zareagować np. wstrzymać linię produkcyjną do momentu usunięcia usterki. Zapobiegamy również wydawaniu z linii wadliwych produktów w finalnych partiach.
Weryfikowanie zgodności etykiet
Na etykietach produktowych nadrukowane są istotne informacje na temat produktów. Oprócz samej nazwy zawierają między innymi skład czy też sposób użytkowania. Jakiekolwiek błędy na etykietach mogą narazić markę na straty wizerunkowe i finansowe. Systemy wizyjne pozwalają uniknąć tego typu sytuacji. Przy pomocy techniki OCR (optyczne rozpoznawanie znaków) i weryfikacja za pomocą OCV (optyczna weryfikacja znaków) system identyfikuje ciąg znaków i sprawdza jego zgodność ze wzorcem. (Zobacz też: weryfikator jakości kodów.)
Systemy wizyjne na produkcji
Tego typu systemy zazwyczaj są stałym elementem linii produkcyjnych. Montowane są w kluczowych i newralgicznych momentach procesu produkcji. Kamery i czujniki monitorują wszystkie aspekty związane z produkcją i wytwarzaniem danego produktu tak, aby do klienta doszedł kompletny produkt spełniający określone kryteria jakości.
- Kontrola produktu podczas produkcji – Track and Trace
- Monitorowanie procesów wykonywanych na produkcie -Traceability
Systemy wizyjne na magazynie
Tego systemy mają również zastosowanie w magazynach i sortowniach. Pozwalają na identyfikację paczek i towarów, a także umożliwiają:
- sprawdzenie obecności/braku nadruku (jakość druku)
- sprawdzenie poprawności ułożenia etykiety
- sortowanie na podstawie logo kuriera lub klienta
Dość często w magazynie kamery wykorzystywane są do odczytów hands free. W tym przypadku zamontowany skaner może odczytywać kody 1D i 2D w momencie, gdy operator podaje dany produkt czy paczkę pod czytnik.
Jakie są zalety ze stosowania systemów wizyjnych w magazynie i produkcji?
Poprawa jakość produktu
Technologia Machine Vision umożliwia w pełni kontrolować proces produkcji, każdy jej etap. W ten sposób możemy sprawdzać każdą partię produktów i uniknąć błędów i wad produktowych. Otrzymujemy doskonały produkt i mniej odpadów.
Oszczędność kosztów pracy
W pełni zautomatyzowane systemy wizyjne mogą wykonywać pracę szybciej dokładniej i przez długi czas. Znacznie przyspieszamy proces produkcji, a jednocześnie obniżamy koszty pracy.
Redukcja strat
Produkty są monitorowane na wczesnych etapach produkcji, dlatego bardzo szybko można namierzyć wadliwe części i szybko usunąć z procesu produkcji. W ten sposób unikamy sytuacji, w której na rynek zostaną wprowadzone partie wadliwych produktów narażając firmę na straty wizerunkowe. W wielu przypadkach konieczność wycofywania produktów z rynku, grzywnami i niepożądaną negatywną reklamą.
Poprawa bezpieczeństwa pracy
Systemy wizyjne pracują za człowieka tam, gdzie potencjalnie może być narażony na większe niebezpieczeństwo. W ten sposób eliminują ryzyko potencjalnych wypadków.
Poprawa wydajności pracy
Wizyjne systemy identyfikacyjny, które funkcjonują np. w magazynach przyspieszają wykonywania operacji magazyny i tym samym poprawiają komfort i wykonywanych operacji.
Potrzebujesz systemu wizyjnego na produkcję lub do magazynu?
Zapraszam do kontaktu telefonicznego ze mną pod numerem +48 515 135 478 lub mailowego pod adresem pt@sebitu.pl. Wybierzemy najlepsze rozwiązanie dla ciebie pod względem jakości, ceny i wymagań funkcjonalnych.



{kind=link}
{kind=link}
{kind=link}